












 618 boordelingen
618 boordelingen
Lasapparaat Aankoopadvies: zo kies je het juiste product
- Belangrijke feiten
- Lasapparaten worden gebruikt om metalen werkstukken met elkaar te verbinden.
- De meest voorkomende processen zijn elektrodelassen en gasbeschermd lassen.
- Een elektrode lasapparaat is gemakkelijk te gebruiken, maar onnauwkeurig.
- Bij het lassen is het essentieel de ogen te beschermen.
Wanneer metalen samensmelten
Iedereen die met metaal werkt kan niet om lassen heen bij bepaalde projecten. Lassen is het belangrijkste proces voor het permanent verbinden van metalen. De werkstukken worden op de aangegeven punten gesmolten en op deze manier samengevoegd. De lastechniek wordt niet alleen gebruikt voor stalen liggers. De toepassingsgebieden zijn net zo divers als de metalen zelf. Veel alledaagse voorwerpen zijn van metaal, zoals stoelen met een stalen frame. Overal waar een las kan breken, kan het probleem met behulp van een lasapparaat worden opgelost.

Wat zijn de lasprocessen?
Voordat je een lastoorts koopt, is het belangrijk je vertrouwd te maken met de meest voorkomende lasprocessen. De meeste lasapparaten kunnen maar één lasproces aan. Welke machine de juiste is, hangt af van het geplande werk.
Elektrode lassen – voor eenvoudig werk
Elektrode lassen wordt vooral gebruikt voor licht onderhoud en reparatiewerk en is vooral populair bij doe-het-zelvers. Het is de enige lasmethode die ook buiten werkt, omdat er geen beschermgas hoeft te worden aangevoerd. Elektrode lassen wordt ook wel booglassen of elektrisch lassen genoemd. Bijna alle lasbare materialen kunnen met deze methode gelast worden: Hieronder vallen bijvoorbeeld ketelstaal, buisstaal, roestvrij staal en gietstaal.
Bij elektrodelassen wordt een staafelektrode tegen het te bewerken werkstuk gehouden. Gedurende een fractie van een seconde ontstaat er kortsluiting tussen de twee polen, waardoor de boog tussen de elektrode en het werkstuk ontbrandt en ze aan elkaar worden gelast. Hierbij ontstaan slakken, die na afkoeling met een slakkenhamer kunnen worden verwijderd. Dit lasproces is geschikt voor alle soorten staal en roestvrij staal, maar niet voor aluminium. Er zijn verschillende verwisselbare elektroden voor elektrodelassers, die verschillende afmetingen hebben en geschikt zijn voor verschillende materialen.
Elektrode lassen is snel en gemakkelijk te leren, waardoor het ideaal is voor kleine reparaties. Bovendien kan deze methode op allerlei manieren worden toegepast, omdat elke soort lasnaad mogelijk is. Niet elk lasapparaat kan bijvoorbeeld bovenhands lassen. Elektrode lasapparaten zijn ook relatief klein, gemakkelijk te bedienen en robuust. Al met al maakt dit ze ideaal voor beginners.
Voordelen
- Buiten lassen mogelijk
- Elke laspositie kan worden gerealiseerd
- Geschikt voor vele metalen materialen
- Handig
- Goedkope
- Rustig
Nadelen
- Ruwe methode
- Langzaam
- Rookontwikkeling
TIG-lassen – professioneel lassen
Wolfraam inert gas lassen, kortweg TIG, is een relatief langzaam lasproces, maar wel een dat lassen van hoge kwaliteit kan produceren. Deze methode is een vorm van gasbeschermd lassen. Dit gas heeft tot taak het werkstuk te beschermen. Afhankelijk van het materiaal wordt een ander gas gebruikt. Tijdens het lassen dient het om de naad te beschermen tegen direct contact met stikstof, zuurstof, waterstof en vuildeeltjes. Deze zouden de kwaliteit van de las aantasten. Het beschermgas schept dus de voorwaarden voor goed en schoon werk.
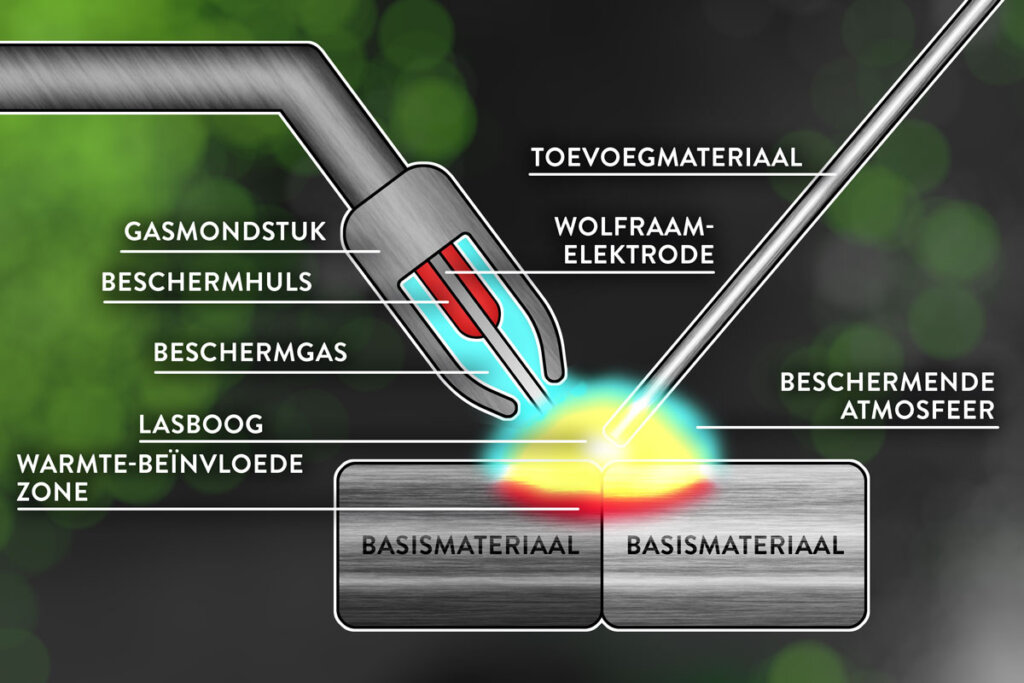
TIG-lassen wordt beschouwd als het moeilijkste lasproces, omdat het meestal met twee handen gedaan moet worden. De lastoorts wordt in de ene hand gehouden, de andere wordt gebruikt om het toevoegmetaal toe te voegen aan het smeltbad dat tijdens het lassen ontstaat. Dit is nodig omdat de wolfraamelektrode zeer temperatuurbestendig is en niet wegsmelt. Het toevoegmetaal bestaat uit een legering die lijkt op de te lassen materialen en wordt gesmolten. Het voer is meestal in de vorm van staven of draden.
TIG-lassen is geschikt voor roestvrij staal, aluminium- en nikkellegeringen en dunne platen aluminium en roestvrij staal. Het proces wordt overal gebruikt waar grondige en nauwkeurige lassen nodig zijn, bijvoorbeeld bij autorestauratie, meubelmakerij of luchtvaart.
Voordelen
- Geschikt voor fijn werk
- Naden van hoge kwaliteit
- Geen spetters
- Alle lasposities mogelijk
- Lassen van alle smeltbare metalen
Nadelen
- Veel ervaring vereist
- Langzaam
- Alleen geschikt voor dunnere werkstukken
- Dure
MIG/MAG-lassen – voor hoge werklasten
MIG/MAG-lassen wordt meestal aangeduid als gasbeschermd metaalbooglassen. Er wordt onderscheid gemaakt tussen metaal inert gas lassen (MIG) en metaal actief gas lassen (MAG). Gasbeschermd booglassen maakt bijzonder hoge werksnelhedenmogelijk. MIG- en MAG-lassen verschillen alleen in het type beschermgas dat gebruikt wordt, inert of actief. Omdat het lasproces hetzelfde is, worden beide varianten beschouwd als één lasproces.
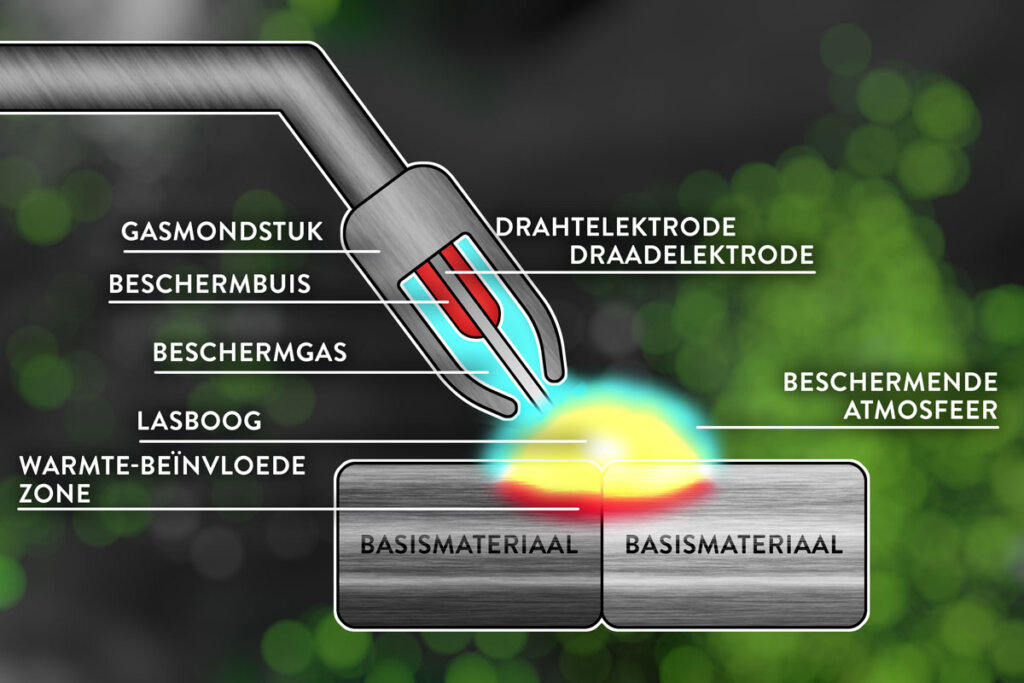
Vergeleken met TIG-lassen heeft het MIG/MAG-proces het voordeel dat de lasser zich geen zorgen hoeft te maken over het toevoegmateriaal, omdat de lasdraad automatisch en continu met een gekozen snelheid uit de lastoorts komt. Het MIG/MAG-proces is navenant snel en is bijzonder geschikt voor het lassen van grotere oppervlakken. Daarom wordt het ook vaak gebruikt in de metaalindustrie. Het heeft een breed scala aan toepassingen: Van motorvoertuigenproductie tot staal- en metaalbouw en apparatenbouw. Wie vaak iets moet lassen doet er goed aan zo’n apparaat te gebruiken. Omdat er problemen kunnen zijn met het handhaven van het beschermgas in buitenruimtes of in tochtige hallen, wordt een MIG/MAG-toestel liever niet aanbevolen voor gebruik buitenshuis.
Voordelen
- Gemakkelijk te leren
- Snel
- Geschikt voor vele materialen
- Automatische draadaanvoer
Nadelen
- Kan onder bepaalde omstandigheden buiten worden gebruikt
- Veel spetters
- Hoge acquisitiekosten
Lasapparaat – de alleskunner
We spreken van een multiprocesapparaat als het lasapparaat verschillende processen op hetzelfde niveau kan uitvoeren. Veel executies beheersen twee procedures, maar de secundaire procedure slechts in beperkte mate. Dit komt doordat de technische voorwaarden van het MIG/MAG-proces bijvoorbeeld toelaten dat het apparaat ook wordt uitgerust met het elektrode lasproces. Hetzelfde geldt voor elektrode lassen en het TIG proces. Er is pas sprake van een “echte” eenheid met meerdere processen als die alle drie de processen op ongeveer hetzelfde niveau kan lassen. Pas dan is er sprake van echte meerwaarde voor de gebruikers.
Een lasapparaat met meerdere processen is bijzonder interessant voor frequente lassersvanwege de flexibele bruikbaarheid. Welke lastaak ook aan de orde is, met dit apparaat kun je die veilig onder de knie krijgen. Bovendien is de aanschaf van een enkele multiprocess-eenheid aanzienlijk goedkoper dan de aanschaf van drie verschillende eenheden. Maar om het lasapparaat redelijk compact te houden worden vaak extra functies weggelaten.
Voordelen
- Flexibele proceskeuze
- Veel materialen kunnen worden bedekt
- Goedkoper dan drie eenheden kopen
Nadelen
- Gedeeltelijke functionele compromissen
- Grote eenheid
Waar je op moet letten bij het kopen
Vanwege de verschillende lasprocessen is het moeilijk universeel geldende aankoopcriteria voor lasapparaten te formuleren. Omdat de eenheden gespecialiseerd zijn voor verschillende processen, hebben ze verschillende functies en eigenschappen. Toch zijn er enkele basistips die helpen bij het kopen van een lasapparaat.
Inschakelduur of duty cycle
De inschakelduur geeft aan hoe lang een lastoorts gebruikt kan worden. Het wordt ook vaak de werkcyclus genoemd. Lasapparaten kunnen maar een paar minuten achter elkaar gebruikt worden, omdat ze zichzelf uitschakelen om oververhitting te voorkomen. De lengte van de werkcyclus zegt dus alles over de prestaties van een lasapparaat. De cyclus wordt gegeven als een percentage en beschrijft hoe lang het apparaat gebruikt kan worden binnen een interval van tien minuten.
Met een inschakelduur van 100 procent is tien minuten lassen mogelijk. Voor de meeste gebruikers is een inschakelduur van 60 procent bijzonder relevant, omdat de meeste laswerkzaamheden niet langer duren. In dit geval kan er zes minuten gelast worden. Daarna moet het apparaat vier minuten afkoelen. 50 procent bedrijfscyclus betekent dat gebruikers vijf minuten kunnen lassen en dat het apparaat daarna nog eens vijf minuten moet afkoelen. Bij tien procent inschakelduur kan het lasapparaat slechts één minuut worden gebruikt voordat het negen minuten moet afkoelen. De bedrijfscyclus van een apparaat moet door de fabrikant duidelijk worden aangegeven. Als dit niet het geval is, is dat een reden voor scepsis.
Lasstroombron
Bij het lassen maakt het uit of het apparaat gelijk- of wisselstroom trekt. Afhankelijk van de stroombron wordt onderscheid gemaakt tussen gelijkstroom- en wisselstroomlassen. De eerste wordt gebruikt voor het lassen van staal, roestvrij staal en speciale materialen zoals titanium en nikkel. Dat gebeurt meestal met een negatief gepoolde wolfraam elektrode. De laatste wordt gebruikt voor het lassen van lichte metalen zoals aluminium en magnesium.
Voordat je een lasapparaat koopt, moet je dus al beslissen welke materialen je wilt verwerken. Dit beperkt automatisch het aantal modellen dat in aanmerking komt.

Synergiefunctie
Deze functie maakt het hanteren van een lastoorts veel gemakkelijker. In plaats van synergie is er vaak sprake van automatisch lassen. Modellen met deze functie zijn gemakkelijk optimaal af te stellen. Je hoeft alleen de dikte van het te lassen materiaal in te voeren. Het apparaat stelt dan automatisch de vereiste stroomsterkte en spanning in. Dit is erg handig voor beginners in het lassen.
Op sommige apparaten met synergiefunctie is het mogelijk lasprogramma’s op te slaan. Dit is erg handig als hetzelfde werk steeds opnieuw wordt gedaan. In principe kan gezegd worden dat de synergiefunctie de bediening van het lasapparaat aanzienlijk vereenvoudigt.
Opmerkingen over het gebruik van een lasapparaat
Om succesvol te lassen moet de stroomsterkte op het apparaat juist zijn ingesteld. Anders kan de boog niet ontsteken. Er is altijd een zeker risico op letsel bij het lassen. Het is daarom raadzaam beschermende kleding te dragen. Vooral oogbescherming is essentieel.
Huidige intensiteit instellen
Voor het lassen moet de stroomsterkte op het lasapparaat juist zijn ingesteld. Dit is meestal afhankelijk van de dikte van het te bewerken materiaal. Als vuistregel geldt: Per millimeter staal is een vermogen van 40 ampère nodig. Dus voor elke extra millimeter kan het vermogen met 40 ampère worden verhoogd. Om 10 millimeter staal te lassen is 400 ampère vermogen nodig. In de doe-het-zelf sector wordt zo’n hoog amperage echter meestal niet gehaald. Met zo’n hoge stroombelastbaarheid kon een lastoorts sowieso niet op het gewone lichtnet worden aangesloten. Hiervoor zou een stroomaansluiting nodig zijn.
Contactdozen voor lasapparaten
In principe kan een lasapparaat ook vanuit een normaal huishoudelijk stopcontact worden bediend. Het is echter belangrijk dat het stopcontact een zekering heeft van minstens 16 ampère en dat het lasapparaat ontworpen is voor gebruik met 230 volt. Ideaal is een driefase stopcontact, in de volksmond ook wel zware stroom of krachtstroom genoemd.
Afhankelijk van het type lasapparaat en het te verwerken materiaal spelen andere parameters een rol bij het bepalen van de juiste stroomsterkte, bijvoorbeeld de diameter van de elektrode of, bij het MIG/MAG-proces, de diameter van de lasdraad. De beste manier om erachter te komen waar je op moet letten is het raadplegen van de gebruiksaanwijzing van je lasapparaat.
Het werkt niet zonder aardklem
Een van de belangrijkste elementen bij het lassen is de aardklem, omdat vóór het werk een goede aarding tot stand moet worden gebracht. Dit elimineert het risico van elektrische schokken. Tijdens het lassen wordt de aarde tot stand gebracht door middel van een massakabel, die het circuit tussen de lastoorts, het werkstuk en de stroombron sluit. De aardkabel heeft aan één uiteinde een klem met koperen strips, die aan het werkstuk wordt bevestigd. Het is belangrijk om het aardingspunt altijd absoluut schoon en vrij van roest, verf of andere verontreinigingen te houden.
Arbeidsveiligheid tijdens het lassen
Langdurig gebruik van een lasapparaat is een grote fysieke belasting. Werken zonder passende beschermingsmiddelen is daarom allesbehalve aan te raden. Iedereen die langdurig last, moet zich dienovereenkomstig beschermen.
Oogbescherming
Om gecontroleerd te kunnen lassen moeten lassers voortdurend in de boog kijken. Daarbij worden de ogen blootgesteld aan stralingin een mate die schadelijk is voor de gezondheid. Daarom is het essentieel de ogen te beschermen, hetzij met een handschild, hetzij met een lashelm. Dit laatste is veel comfortabeler, omdat de lasser dan beide handen vrij heeft.

Als je per ongeluk te lang onbeschermd in een boog kijkt, kun je last krijgen van “flitsen”. Iedereen kent het onaangename gevoel van rechtstreeks in de zon kijken. Het enige verschil is dat de straling van een vlamboog vele malen hoger is. Tijdens een kort oogcontact wordt het oog verblind, maar herstelt zich snel. Als je echter langere tijd zonder bescherming in een boog kijkt, zul je je ogen blijvend beschadigen. Het verschilt van persoon tot persoon hoe lang de effecten van het “flitsen” aanhouden. Getroffenen zijn extreem gevoelig voor licht en houden hun ogen liever gesloten. Zalfjes uit de apotheek en koeling helpen de pijn te verlichten. In de regel neemt het ongemak na één tot twee dagen af.
Bescherming van de ademhaling
Bij het lassen ontstaat altijd rook. Deze rook is een mengsel van gassen en kleine deeltjes die via de mond en neus worden ingeademd. Volgens onderzoeken is maar liefst 98 procent van de deeltjes in lasrook kleiner dan 0,5 micrometer. Dit wordt alveolair stof genoemd, dat zelfs de kleinste vertakkingen van de longen kan binnendringen. Afhankelijk van het gebruikte materiaal en het lasproces gaan de gezondheidsschade van irritatie van de luchtwegen tot kanker. Daarom moet bij het lassen minstens een FFP2 of FFP3 ademhalingstoestel worden gedragen. Nog beter zijn professionele oplossingen zoals een luchtfiltersysteem in de lashelm of een vast afzuigapparaat op de werkplek.
Beschermende kleding
Een van de meest voorkomende verwondingen tijdens het lassen is de zogenaamde ” lassersnek” – een zonnebrand in de nek, veroorzaakt door de hoge UV-straling tijdens het booglassen. Vonken en spatten kunnen lassers ook onaangename brandwonden bezorgen, in het jargon bekend als “boogtatoeage”. Deze verwondingen zijn niet bijzonder gevaarlijk, maar niettemin onaangenaam en vooral gemakkelijk te vermijden.
Bij elk soort laswerk moet beschermende kleding worden gedragen, bestaande uit handschoenen en vlamvertragende kledingmet lange mouwen. Het beschermt tegen vonken, spatten, hitte, straling en vooral tegen direct contact met de lasvlam. Het is belangrijk om het jasje of de jumpsuit altijd helemaal te sluiten om zoveel mogelijk huid te bedekken. De speciale beschermende kleding is verdeeld in twee niveaus. Het onderste niveau 1 is geschikt voor gebruik bij TIG-lassen. Het hogere niveau 2 wordt aanbevolen voor het MIG/MAG proces.
Afb. 1: © JoFI / stock.adobe.com | Afb. 2-3: © FinalCheck | Afb. 4: © Jeanette Dietl / stock.adobe.com | Afb. 5: © industrieblick / stock.adobe.com